Сборка направляющих и кареток для ЧПУ станка своими руками
Собирая станок с ЧПУ своими руками и определяясь с его комплектующими, важно правильно подобрать направляющие и каретки, которые по ним передвигаются. От этого зависит стабильная работа устройства и точность обработки.
- Основные типы направляющих
- Направляющие скольжения
- Направляющие качения
- Вал и его виды
- Каким конструкциям отдать предпочтение
- Оцинкованные или хромированные трубы
- Фрезер
- Мебельные стержни
- Полированный вал
- Самодельные
- Штоки
- Шины
- Заключение
Механика каждого станка, независимо от его предназначения и типа, содержит комплектующие, которые относятся к базовым. Поэтому игнорировать их параметры недопустимо. Общепризнанно, что такой важной составляющей для металлорежущих или деревообрабатывающих устройств считаются направляющие. Именно ними определятся безошибочная и цикличная работа.
Поэтому тот, кто решил создать станок, должен позаботиться, чтобы в его конструкции использовались качественные направляющие для ЧПУ, положительно влияющие на функционал устройства. На приобретении комплектующих не экономят.
Основные типы направляющих
В процессе конструирования и монтажа станков (заводского и самодельного изготовления) применяют разные типы направляющих устройства. Это связано с их предназначением – фрезерование, сверление или токарные работы. Они могут быть двух типов.
Направляющие скольжения
Их используют в оборудовании небольшой мощности, не требующем особой точности и высокой производительности. Такими деталями комплектуют сверлильные и токарные агрегаты настольного типа, деревообрабатывающие станки.
Полированный вал, как вид направляющей, относится к бюджетным. Он наиболее распространен.
ВАЖНО! Его изготавливают из высоколегированной стали, выполняют индукционную закалку и, впоследствии, шлифовку. Такая обработка служит для увеличения продолжительности работы, а вал изнашивается меньше.

Полированный вал имеет недостатки:
- крепление в концевых точках, со станиной нет крепления, из-за чего налицо отсутствие жесткой связи со столом и наличие погрешностей в обработке;
- провисание при увеличенной длине, поэтому допустим её максимум – 1 метр. Рекомендуют иметь оптимальное соотношение диаметра вала и его длины (0.06-0.1), чтобы достичь нормальных результатов.
Направляющие качения
Они сконструированы при участии подшипников качения.
У линейных подшипников – больший люфт, чем у каретки рельсовых направляющих, он меньше нагружен. Но у него есть ряд минусов:
- низкий уровень грузоподъемности;
- недолговечность;
- изготовление с солидным люфтом;
- чувствительный к воздействию пыли и стружек на вал.
Материал для производства втулок – бронза, латунь, капролон. Если имеет место соблюдение допусков, бронзовые подшипники скольжения не уступают подшипникам качения. Время от времени, если подшипник скольжения износился, его подгоняют, и чтобы устранить зазоры. Поэтому шариковая втулка более предпочтительна, благодаря тому, что она доступна и взаимозаменяема.

Вал и его виды
Стоит дать краткую характеристику и остальным видам.
- Шлицевому валу свойственно наличие специальной дорожки для шариков втулки. Отличаясь большей жесткостью и износостойкостью, сравнительно с валом обычного вида, применим в механизмах, в которых желателен монтаж направляющих на концах. В конструкции станков задействованы крайне редко из-за дороговизны.
- Вал на опоре в виде цилиндрических рельс линейного типа не допускает прогибания под нагрузкой и собственным весом. Его крепят на станине, надежно фиксируя. Несмотря на минусы, выражающиеся в наличии большого люфта втулок, их малом сроке эксплуатации, у цилиндрических рельс – большая грузоподъемность. Отличаясь от линейных подшипников, каретка по-разному реагирует на степень нагрузок. У небольшого станка ЧПУ, имеющего тяжелый шпиндель, есть вероятность того, что снизится точность.
- Предназначение профильных рельсовых направляющих – большая точность. Они также прикреплены к станине. Благодаря специальным дорожкам качения, нагрузки на каретку распределяются равномерно по поверхности, а профилем касания шарика к рельсе есть дуга. Среди плюсов – наличие хорошей грузоподъемности и износоустойчивости, а люфт сведен к минимуму. Сложности производства таких рельсов, отрицательно сказываются на ценообразовании, они дорогостоящие. Особенно это относится к направляющим, поставляемым известными брендами, у которых станки имеют числовое программное управление.
- У роликовых рельсов – плоские дорожки качения, а в опорном модуле, на месте шариков, установлены ролики, улучшающие все параметры направляющей. Их применяют в станках, фрезерующих черные металлы, сталь и камень.
- «Ласточкин хвост» выбирают для промышленного металлообрабатывающего оборудования, если нужна повышенная жесткость крепления. В направляющих этого типа – скольжение плоских поверхностей при максимальной площади контакта. Их выполняют в виде монолита со станиной. Вследствие сложности и трудоемкости процесса изготовления и ремонта, поэтому хоббийное станкостроение не приемлет эти направляющие.

Каким конструкциям отдать предпочтение
Не все могут позволить себе приобрести, скажем, обрабатывающий центр с ЧПУ для изготовления мелкосерийных деталей в домашних условиях, станок форматного типа или для токарных работ. Но самодельный агрегат с ЧПУ, сделанный собственноручно – реально. Собранное устройство в умелых руках продемонстрирует образцы правильной обработки деталей.
Собирая механику программируемых станков, обычно применяют самодельные линейные направляющие, так как в устройствах с круговым движением нет необходимости. Обратим внимание на некоторые конструкции, применяемые при этом.
Оцинкованные или хромированные трубы
Они идут с различным диаметром можно использовать как стержни при монтаже маломощных устройств – плоскошлифовальных наждаков, сверлильных или токарных станков. По шлифованному цилиндрическому стержню осуществляется движение бронзовой втулки. Иногда суппорт делают и без нее. У труб – невысокая цен, их легко обрабатывать. Хотя есть минус: небольшой ресурс (стирание защитного слоя наступает спустя 15-20 проходок, после чего сталь изнашивается более интенсивно); нет нужного уровня прочности при высоких нагрузках.
Фрезер
Эффективен фрезер, в котором направляющий механизм изготовлен на основе бывшего в употреблении матричного принтера или печатной машинки «Янтарь». При таком варианте прослужит долго. Не нужно искать очень широкие подшипники, их внутренний поперечник должен равняться диаметру болтов.
Мебельные стержни
Проблему механики для станков с ЧПУ можно правильно решить при помощи мебельных стержней. Тем более, что самоделки с их применением гарантируют тщательную обработку на деревообрабатывающем, ленточно-шлифовальном оборудовании, и даже фрезерном с невысокой мощностью. Мебельные комплектующие относятся к дешевым, хотя ресурс у них небольшой.
Полированный вал
Недорогой и часто применяющийся тип направляющей. Сущность обработки – индукционно закалить верхний слой, что способствует повышению длительности эксплуатации и снижению интенсивности процесса изнашивания. Затем вал полируется, и каретка движется при минимальном трении.

Самодельные
Часто практикуется установка самодельных направляющих, используя то, что есть в наличии. Например, можно воспользоваться стальным уголком, подшипниками, гайками и болтами.
ВАЖНО! Не берите алюминиевый, в таком случае надо быть готовым к частой замене детали. Дорожки в ней выедают шарикоподшипники каретки.
Предпочтение лучше отдать стальному уголку. Если использование механизма ожидается интенсивным, лучше его закалить и отшлифовать для снижения трения на подшипниках.
Штоки
Собирая маленький домашний станок, иногда пользуются, как направляющими, – штоками автомобильных стоек из отечественного авто. Они прочны и изготовлены из металла высокого качества. Это ощутимо сократит затрату средств на стоимость комплектующих.
Есть и такой вариант: алюминиевые шины из распредустройства трансформаторной подстанции с впрессованными медно-графитными втулками от стартера МАЗа. А подвижные узлы делают из пневмоклапанов, которые применяются для управления пневмоцилиндрами.
При изготовлении направляющих и кареток для чпу своими руками (роликовых или шариковых), надо пользоваться такими ожидаемыми критериями:
- сохранение заданных параметров;
- плавное линейное перемещение кареток;
- эффективность работы;
- низкое трение.
ОБРАТИТЕ ВНИМАНИЕ! Некоторые умельцы советуют в механике на станке обойтись без втулок. Такой вариант возможен, но это чревато ухудшением производимых изделий, а сроки эксплуатации установленного устройства из стержней – снизятся.

Заключение
Если установленные комплектующие же умельцем подобраны или обработаны неточно, с таким устройством будут проблемы. Поэтому важно всегда учитывать эти рекомендации:
- в фрезеровке металлических или каменных заготовок, профильным рельсам нет замены;
- если строится станок с рабочим полем, превышающим 7 кв. м., лучше подобрать вариант профильных направляющих;
- в оборудовании по обработке мягких материалов с маленьким рабочим полем, меньшим формата А4, применим полированный вал с диаметром 16-25 мм.
Если направляющая соответствует всем критериям, и каретка по ней движется плавно и равномерно, то и работа такого узла будет правильная.
Каретка станка в Москве
Клинья суппорта и каретки для токарно-винторезных станков мод. 16К20
«ТД РусСтанкоСбыт» ООО | Москва
Клинья суппорта и каретки для токарно-винторезных станков мод. 16К20 Производство и поставка клиньев для токарно-винторезных станков. Клинья применяются в различных конструктивных вариантах .
Винт каретки для токарно-винторезного станка мод. 1М63 Тбилиси
«ТД РусСтанкоСбыт» ООО | Москва
Винт каретки для токарно-винторезного станка мод. 1М63(Тбилиси) Применяется в каретках токарно-винторезных станках мод. 1М63(производства Тбилиси) для поперечного перемещения верхнего суппорта. .
Под заказ / Опт и розница
Защита ход. винта, вала, каретки и направляющих токарн. станка.
ИП»Силкин Н.В.» предлагает: защита ходового винта, ходового вала, защита каретки и направляющих станины, ограждение зоны резания для токарного станка модель 16К20, 1К62, 1М63, 1М65, .
В наличии / Опт и розница
Защита ход. винта, вала, каретки и направляющих токарн. станка.
ПКФ «Станкодеталь» ООО | Доставка в Москву
ООО ПКФ «Станкодеталь» предлагает: защиту ходового винта, ходового вала, защиту каретки и направляющих станины, ограждение зоны резания для токарного станка модель 16К20, 1К62, 1М63, 1М65, .
Каретка в сборе 1М63 в Энгельсе
«Покровский Завод Станочного Оборудования» ООО | Доставка в Москву
продаем Каретку в сборе 1М63. по всем вопросам обращайтесь по тел .89027176867
Куплю каретку 1К62, суппорт 1К62
На постоянной основе покупаем запасные части к станкам: Куплю: Диски фрикционные 16К20, 1К62Д и аналоги, Диски фрикционные 6Р12, 6Р13, 6Р82, вм 127 и аналоги, Вал фрикционный 1К62, 1К62Д, .
Каретка 1М63.41.001 в сборе и запчасти к ней от производителя.
ПЗСО ООО | Доставка в Москву
Каретка 1М63.41.001 в сборе и запчасти к ней, цена без посредников, выгодные условия оплаты предоставляющие возможность проверки качества сборки узлов и гарантию своевременной отправки Вашего .
Каретка 16к20, 16к25 в сборе, цена без посредников.
ПЗСО ООО | Доставка в Москву
Каретка 16к20, 16к25 в сборе цена без посредников, выгодные условия оплаты предоставляющие возможность проверки качества сборки узлов и гарантию своевременной отправки Вашего заказа. 10 лет .
Каретка 1к62, 1к625, 16к20, 16к25, тс70, 1м63, дип 300, дип 500, 1м65, 165 цена без посредников.
ПЗСО ООО | Доставка в Москву
Каретка 1к62, 1к625, 16к20, 16к25, тс70, 1м63, дип 300, дип 500, 1м65, 165 цена без посредников, выгодные условия оплаты предоставляющие возможность проверки качества сборки узлов и гарантию .
Каретка 1к62, 1к625 в сборе, от производителя.
ПЗСО ООО | Доставка в Москву
Каретка 1к62, 1к625 в сборе, от производителя, цены без посредников. 10 лет опыта производства и поставок запасных частей и узлов в сборе для металлообрабатывающих станков. Доставка по России Выгодные .
Каретка в сборе 16К20, 1К62, 1М63, 1М65 и др
Покровский завод станочного оборудования ООО | Доставка в Москву
Каретка в сборе для токарно-винторезной группы станков. Только капремонт, включающий в себя шлифовку направляющих и дальнейшее их наращивание при помощи современного полимера «Зедекса». .
Устройство токарного станка по металлу – конструкция, схема, основные узлы
По сути, устройство токарного станка, вне зависимости от его модели и уровня функциональности, включает в себя типовые конструктивные элементы, которые и определяют технические возможности такого оборудования. Конструкция любого станка, относящегося к категории оборудования токарной группы, состоит из таких основных элементов, как передняя и задняя бабка, суппорт, фартук устройства, коробка для изменения скоростей, коробка подач, шпиндель оборудования и приводной электродвигатель.

Основные части токарного станка по металлу
 Передняя бабка
Передняя бабка  Задняя бабка
Задняя бабка 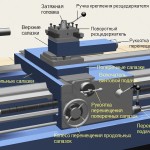 Суппорт
Суппорт
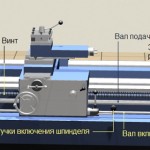 Приводные валы
Приводные валы  Рычаг переключения скоростей
Рычаг переключения скоростей  Лимб
Лимб
Как устроены станина и передняя бабка станка
Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата. Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим.

Литая станина токарного станка усилена ребрами жесткости и имеет отшлифованные и закаленные направляющие
Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали токарного станка (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой.
Рычаг выбора скоростей станка BF20 Yario
Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения. Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки.
Назначение задней бабки токарного оборудования
Задняя бабка токарного станка, конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др. Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.
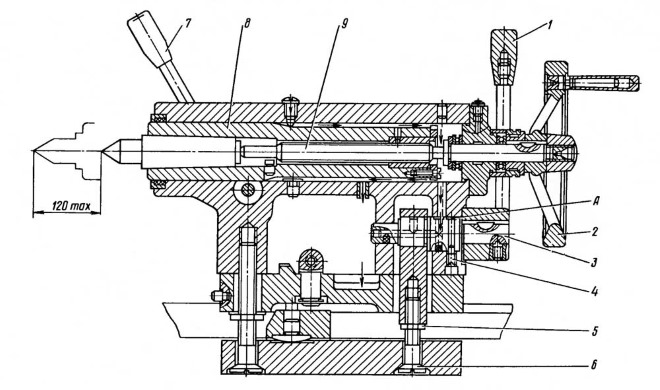
Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка
Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом.

Вращающийся центр КМ-2 настольного токарного станка Turner-250
Задняя бабка, центр которой не вращается, закрепляется на плите, перемещающейся по направляющим станка. Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Шпиндель как элемент токарного станка
Наиболее важным конструктивным узлом токарного станка является его шпиндель, представляющий собой пустотелый вал из металла, внутреннее отверстие которого имеет коническую форму. Что примечательно, за корректное функционирование данного узла отвечают сразу несколько конструктивных элементов станка. Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
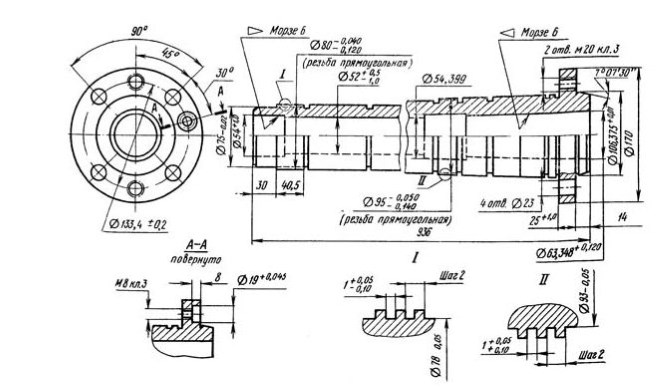
Чертеж шпинделя токарно-винторезного станка 16К20
Чтобы на шпинделе можно было установить планшайбу или токарный патрон, в его конструкции предусмотрена резьба, а для центрирования последнего еще и буртик на шейке. Кроме того, чтобы предотвратить самопроизвольное откручивание патрона при быстрой остановке шпинделя, на отдельных моделях токарных станков предусмотрена специальная канавка.
Именно от качества изготовления и сборки всех элементов шпиндельного узла в большой степени зависят результаты обработки на станке деталей из металла и других материалов. В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении.
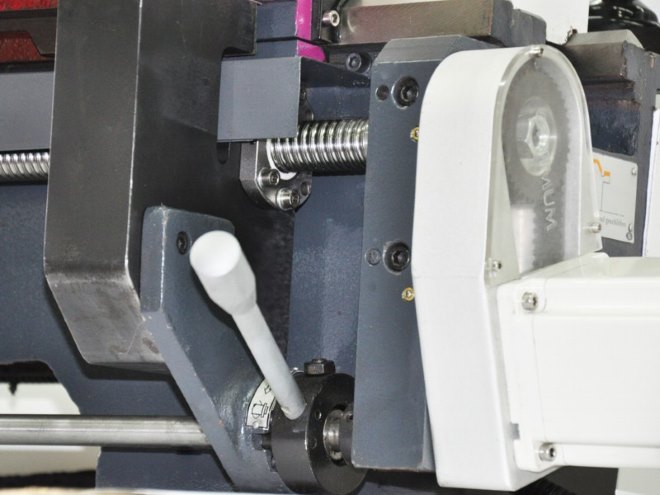
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.

Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Электрическая часть токарного станка
Все современные токарные и токарно-винторезные станки по металлу, отличающиеся достаточно высокой сложностью своей конструкции, приводятся в действие при помощи привода, в качестве которого используются электродвигатели различной мощности. Электрические двигатели, устанавливаемые на такие агрегаты, могут быть асинхронными или работающими от постоянного тока. В зависимости от модели двигатель может выдавать одну или несколько скоростей вращения.
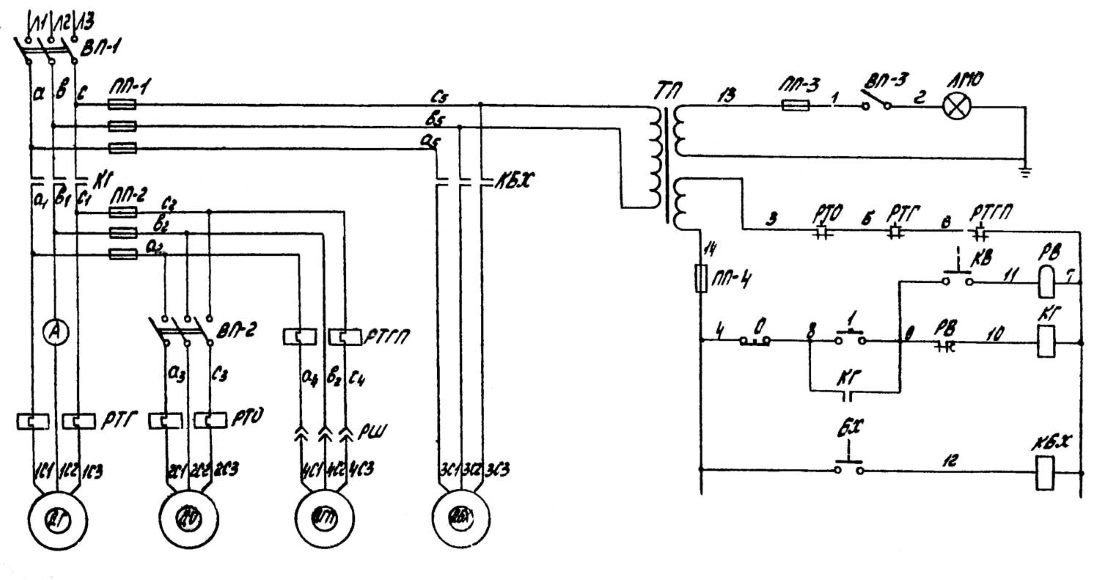
Электрическая схема токарного станка 1К62 (нажмите для увеличения)
На большинстве моделей современных токарных станков по металлу устанавливаются двигатели с короткозамкнутым ротором. Для передачи крутящего момента от двигателя элементам коробки передач станка может использоваться ременная передача или прямое соединение с его валом.
На современном рынке также представлены модели токарных станков, на которых скорость вращения шпинделя регулируется по бесступенчатой схеме, для чего используются электродвигатели с независимым возбуждением. Регулировка скорости вращения вала такого двигателя может осуществляться в интервале 10 к 1. Однако из-за больших габаритов и не слишком экономичного потребления электроэнергии применяются такие электродвигатели крайне редко.

Двухскоростной двигатель со шкивом под плоский ремень передачи
Как уже говорилось выше, в качестве привода токарных станков могут использоваться и электродвигатели, работающие на постоянном токе. Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала.
Что такое каретка для циркулярной пилы и как сделать ее своими руками — самый простой способ с пошаговым алгоритмом
Каретку для циркулярной пилы по-другому называют салазки. Подвижная каретка на рабочем столе расширяет возможности, качество и удобство работы циркулярной пилы. Если заводская или самодельная циркулярка не оборудована этим устройством, иногда покупают подходящие готовые или делают самодельные салазки.
Что такое, разновидности и функции
Подобное устройство обязательно входит в конструкцию форматно-раскроечных циркулярных пил. Это подвижная часть рабочего стола, которая вместе с закрепленной в ней заготовкой перемещается по строгим направляющим относительного пильного диска. Благодаря этому линия пропила получается идеально ровной.
Сам распил проходит легче, так как заготовка идет строго, не виляет, меньше трения между материалом и диском. Саму заготовку не надо двигать по рабочему столу рукой или толкателем. Перемещать каретку с заготовкой легче, особенно если она ходит на подшипниках.
Применяются десятки разных конструкций кареток. Рассмотрим самые популярные из них.
Предусмотренные заводской конструкцией
Устанавливаются на стационарных циркулярных пилах общего назначения и на форматно-раскроечных пильных станках. В последнем случае — для раскроя больших листов ДСП, МДФ, ламинированного материала, фанеры, ДВП и т.д. Поэтому имеют большую площадь опоры под листы и большую длину хода, достаточную для распила длинных листов.
На циркулярках общего назначения салазки значительно меньше. Предназначены для точного распила небольших и средних заготовок из листового материала и дерева (доска, брус, горбыль) и других материалов.
Пример такой циркулярки на фото:

На практике, такая циркулярка работает как небольшой форматно-раскроечный станок (ФРС) для небольших заготовок из листового материала. И, наоборот, на большом ФРС при необходимости можно распускать не только листовые материалы, но и древесину.
Принцип работы всех кареток одинаков – рабочий стол движется по направляющим. Размеры и конструктивные решения на разных станках отличаются: круглые направляющие во втулках, рельсовые, пазовые направляющие, с подшипниками и без них т.д.
Если станок продается без каретки (с неподвижным рабочим столом), то производитель может предлагать ее дополнительно, как опцию за отдельную сумму. Такое устройство подходит к конкретному станку, его несложно установить.
Если таких устройств специально для конкретной модели нет в производстве и продаже, подобрать подходящую конструкцию гораздо сложнее. Можно найти боле-менее подходящий вариант, но придется дорабатывать крепления. Это сложно, так как салазки должны располагаться и передвигаться строго точно параллельно пильному диску, а на подвижный рабочий стол оказывается значительная нагрузка, крепление должны быть достаточно прочным.
По этой причине часто делают самодельные каретки. Разберем более подробно, как сделать своими руками.
Самодельные варианты
Среди самодельных кареток нет двух одинаковых вариантов, все изделия уникальны. Даже если они делаются по одному чертежу или образцу (примеру), отличается материал изготовления, размеры и т.д.
Самодельные варианты бывают как простейшими из подручных материалов, так и более сложными, с применением покупных комплектующих (направляющие, подшипники и т.д).
Покупка готовых узлов может облегчить задачу. Как пример, линейные направляющие LLTHC 30 R T1 P5 (SNC 30 P1 N) SKF на фото:

Узел имеет подвижную площадку с предусмотренными отверстиями для крепления площадки рабочего стола. Одна такая направляющая не сможет удержать рабочий стол от перекосов и в итоге, от поломки профиля направляющей.
Применяются совестно с другими пассивными, удерживающими направляющими, например, уголками, по которым движется и удерживается стол, или в паре: две направляющих, иногда ещё дополнительная поддержка в виде продольного уголка.
Подобные узлы стоят в пределах от 3 до 6 тыс. рублей.
При изготовлении салазок на основе таких узлов, как и при установке штатных готовых салазок, возникает проблема точности расположения относительно плоскости пильного диска. Причем во всех плоскостях. Желательное расхождение по горизонтали (допуски) – не более плюс/минус 0,1 мм (десятка).
Если при установке будет перекос, то при распиле с регулировкой ширины пропила по боковому параллельному упору возникнут проблемы:
- при сужении от начала к концу диска, заготовку будет «клинить» (диск и материал горит, двигатель тормозит вплоть до остановки);
- при расширении, пропил не будет точным.
Если пилить на салазках по направляющим, установленных косо на сужение без параллельного упора (просто по размеру), отпиленный кусок не будет клинить диск. Он отойдет свободно, но пропил может быть неточным.
Стоимость приспособлений заводского исполнения
Готовые заводские салазки в сборе могут стоить от нескольких тысяч до нескольких десятков тысяч. Цены на отдельные узлы – линейные направляющие от 3 тыс. руб. 1 шт. до 12 тыс. руб.( 2 шт. по 6 тыс. руб).
Материалы для стола могут покупаться или уже быть в наличии. Стоимость зависит от толщины, размера, выбранного материала, поэтому точной суммы назвать невозможно.
В итоге, стоимость изготовления самодельных салазок может колебаться от 0 руб., если делается простейшая конструкция из уже имеющейся фанеры, до 3-20 тыс. руб, если покупаются готовые узлы и другие материалы для серьезного изделия.
Самодельные варианты
Простейший вариант не имеет подшипников, станины крепления, профильных направляющих и площадок, которые по ним передвигаются. Подвижный стол из листового материала передвигается по неподвижному рабочему столу. Уход влево-вправо предотвращается установленными с двух сторон ограничителями.

Более сложный вариант – платформа салазок движется на подшипниках, которые ходят по пазам в ограничителе. Минус варианта – при расположении направляющих сверху неподвижного рабочего стола подшипники, значительно поднимают рабочую платформу салазок, что уменьшает рабочий диаметр пильного диска (глубину пропила).
Другие варианты «полусамоделок» с готовыми вышеописанными линейными направляющими. В их подвижной платформе встроены специальные подшипники скольжения.
Также рекомендуем почитать интересную статью про направляющие для циркулярных пил, в которой мы подробно разбирали что это такое и как сделать ее своими руками.
Как сделать подвижную каретку для циркулярки своими руками
Самый простой вариант салазок показан на следующем видео:
Пошаговая инструкция изготовления
Изготовление подобных простых вариантов проводится по следующей последовательности.
Расчет размеров
Они должны соответствовать размеру рабочего стола, с учетом размеров заготовок, которые будут пилиться. Для маленьких заготовок требуется небольшая площадь, и наоборот. На приведенном видео, салазки значительно шире рабочего стола, используются дополнительные опоры.
Выбор материала
Используется материал, который есть под рукой, либо в продаже по доступной цене.
- Разметка листа для рабочего стола.
- Распиловка материала на подвижный стол электролобзиком, ручной или электропилой, УШМ и т.д.
- Замер направляющих брусков (уголков, профиля) на продольные и задний поперечный упоры.
- Распиловка направляющих по длине.
- Сборка. При этом главное, чтобы направляющие с обеих сторон были строго параллельно диску. Для этого выдерживается следующий порядок: Прикручивается одна направляющая, салазки ставят на место. Вторая направляющая прикручивается по фактическому расположению ползунка. Затем выполняется пропил рабочего стола салазок под диск самим пильным диском по дереву. При этом салазки просто передвигают навстречу работающему диску. Если стол из металла, его прорезают диском по металлу по разметке.
- Установка заднего упорного бруска.
В варианте, показанном на видео, в качестве регулятора ширины пропила используется боковой упор – простой П-образный металлический профиль на струбцине.
Главный недостаток подобной конструкции – при малейшем перекосе направляющих, стол будет клинить. Перекосы при движении вполне возможны, так как направляющие движутся без подшипников.
На фото боковые направляющие выполнены другим способом.

Здесь они не прикреплены с боков неподвижного стола, а расположены снизу. На дне салазок прикреплены ползунки, на неподвижном рабочем столе под ползунки имеются пазы.
Такой вариант меньше склонен к перекосу и заклиниванию.
Самодельные салазки с заводскими линейными направляющими, имеющие подшипники скольжения, такого недостатка лишены совсем. Их устанавливают сбоку неподвижного стола, на специальной станине. Подвижный рабочий стол может проходить как сверху неподвижного, так и на одном уровне, как на станках заводского изготовления. При этом расстояние от подвижного стола до пильного диска должно быть минимальным.
Необходимые материалы и инструменты
Для изготовления простейших салазок, типа показанных на видео, требуется:
Листовой материал. Рабочий стол может быть выполнен из разных материалов:
- фанера толщиной от 10 мм и выше;
- алюминий толщиной от 5-10 мм;
- черный металл толщиной от 3-5 мм (чем больше площадь, тем толще, чтобы не гнулся), но это тяжелый материал;
- любые другие негибкие и не хрупкие, достаточно прочные материалы (текстолит, стеклотекстолит, пластики с подходящими свойствами, ОСБ и т.д.);
- брусок для фиксации заготовки сверху стола;
- упор для ограничения ширины заготовки (уголок на струбцине, брусок на саморезах и т.д.).
Направляющие могут быть выполнены из разных материалов: бруски из сухой твердой древесины, мебельного ДСП, металлические уголки, специальный профиль для направляющих заводского изготовления, в том числе и с подшипниками.
Для улучшения скольжения направляющих без подшипников, их полируют и натирают воском.
Инструмент для изготовления применяется разный, в зависимости от наличия его у мастера и материала. Например, пилить материал можно ручной ножовкой, пилкой по металлу, отрезным диском УШМ, дисковой электропилой, сабельной пилой, электролобзиком.
Закрутить саморезы можно шуруповертом, электродрелью с регулятором оборотов, ручной отверткой и т.д.
В принципе, конструкция довольная простая и не требует каких либо чересчур подробных пошаговых инструкций.
Нюансы работы и техника безопасности
Салазки используют для решения специальных задач. Например, для точного раскроя листов, нарезки множества одинаковых небольших заготовок под один размер по упору-ограничителю ширины, срезу под углом. Для последнего под нужным углом на подвижном столе располагают саму заготовку.
Обработка длинных заготовок ограничена длиной хода стола. Обрезать обзол с необрезной доски длиной, например, 6 м на таком устройстве не получится.
Техника безопасности при работе с салазками такая же, как и при работе на обычной циркулярке.

- рука не должна приближаться к работающему пильному диску;
- нельзя допускать зажима заготовки;
- нельзя работать уставшим, со сниженной реакцией;
- следует помнить и об электробезопасности. Недопустимы оголенные контакты и провода, неподходящие кабели.
В целом работа с кареткой безопаснее, так как рука толкает салазки дальше от пильного диска, чем заготовку на простой циркулярке.
Плюсы и минусы самоделки
Плюсы в том, что можно за сравнительно небольшие деньги или даже бесплатно сделать именно то, что требуется конкретному мастеру.
Минус в том, что простейшие самодельные варианты не могут обеспечить той легкости и точности хода, которые есть у заводских изделий с линейными направляющими на подшипниках скольжения.
Получается, что каретка — это полезное приспособление, особенно в столярной мастерской, когда требуется высокая точность при распиливании материалов и к тому же ее можно сделать своими руками и недорого. Помните, прочность, долговечность и качество работы самодельной каретки для циркулярки зависит от качества сборки и выбранных материалов.